
De laatste eeuwen is er op het gebied van kaarsen meer bereikt dan ik alle eeuwen daarvoor. In de middeleeuwen werden er in kastelen, burchten en kerken bijenwas kaarsen gebrand. De minder bedeelde in die tijd moesten het doen met de onaangename vetkaarsen, gemaakt van geiten- en schapenvet. De kwaliteit van dit vet was overigens erg onstabiel, afhankelijk van de plaats van het dier en de voeding.
tonken
Het was moeilijk de vetkaarsen rond te krijgen en met een glad oppervalk. De gebeurde door dompelen(tonken), een van de oudste methoden om kaarsen te maken. Bij de primitieve mens zal dit dompelen(tonken) wel zijn begonnen met het drenken van spaanders en bundels vezels in vloeibaar vet.

Het tonken zoals het tegenwoordig nog gebeurd
Tegenwoordig wordt nog steeds getonkt, maar deze methode wordt thans ook toegepast door volautomatische, computergestuurde installaties, waarbij grote aantallen pitten tegelijk in vloeibare paraffinemengsels gedompeld en vervolgens omhoog getrokken worden. De hoeveel grondstof die per dompeling wordt opgenomen, wordt bepaald door de viscositeit (stroperigheid) van de vloeistof op het moment van dompelen. Die is vooral afhankelijk van de temperatuur.
In toenemende mate ging men over op grotere ketels, waardoor het mogelijk werd om de pit aan rekken te verbinden en er meer kaarsen tegelijk mee te dompelen. Eén van de grote voordelen van de toepassing van het tonken is dat men in de programmakeuze van het productieproces zeer flexibel is. Zonder grote ingrepen kan men de lengte en de diameter van de kaars wisselen, zodat men aan elke vraag naar speciale maten kan voldoen.
Bij een juiste grondstofsamenstelling kan men bij een minimale dikte van tien millimeter kaarsen van 60 tot 70 centimeter fabriceren die bij transport naar warme tropische gebieden letterlijk kaarsrecht blijven en beslist niet breukgevoelig zijn.
Vooral de dikkere en de langere kaarsen werden vroeger op een andere manier getonkt. Men hing een aantal pitten van de gewenste lengte aan een soort hoepel, bevestigde die aan het plafond en met behulp van contragewichten kon men zo een aantal pitten tegelijk regelmatig onderdompelen in vloeibare was. Deze methode, veel gebruikt voor grotere altaar, – en paaskaarsen is erg tijdrovend, omdat de kaars helemaal vanaf de pit moet worden getonkt. Daarnaast vergt het ook heel wat vakmanschap om de kaarsen een mooie, conisch oplopende vorm te geven. Dit proces gebruiken nog steeds vele kerkkaarsenfabrieken, maar er wordt vaak met een dikkere kern begonnen die een makkelijkere methode vergt (voortrekken, extruderen of gieten).
Trekbanken
Het idee om een pit tot kaars te doen groeien door hem afwisselend in vloeibare, hete was onder te dompelen en vervolgens weer in de lucht te laten afkoelen, leidde vanzelf naar de eerste trekbanken. Voor kleinere, dunne kaarsjes, voornamelijk offerkaarsjes, werden handtrekbankjes gebruik: twee houten trommels, op enige afstand van elkaar opgesteld, waaroverheen een pit van een zekere lengte kon lopen. Door m et een zwengel een trommel rond te draaien, liep de pit bij de onderste omloop door de was, die vloeibaar gemaakt in keen koperen bekken stond opgesteld tussen de twee rollen, terwijl de bovenste omloop de as kon afkoelen.
Op dezelfde manier werken de grotere trekbanken. De trommels zijn hier aanzienlijk groter. Ze staan ook verder uit elkaar om een langere koeltijd te verkrijgen. Deze worden namelijk gebruikt voor dikkere kaarsen, onder andere voor advents- en huishoudmodellen. Deze zogenaamde discontinue trekbanken worden ook nog veel in kerkkaarsenfabrieken gebruikt. Tegenwoordig hoef je deze machines niet meer aan te zwengelen, maar zijn ze voorzien van een motor. Hiermee kunnen ook zeer dikke kaarsen, met een diameter van 30-60 millimeter gemaakt worden, die bijvoorbeeld gebruikt kunnen worden als kern voor dikkere getonkte kaarsen.
Hierboven de trekbank
Van gieten naar rondlopers
Wanneer men in een buis een pit hangt, goed gecentreerd en deze buis vervolgens met vloeibare was vult en wacht tot de was gestold is, kan men een kaars uit de vorm lossen. Dat lossen werd soms makkelijker gemaakt door de aanvankelijk houten vormen die in twee delen uitneembaar waren. Een verdere ontwikkeling naar de gietmachine was het opstellen van een aantal van deze houten vormen in een rek, waarbij er meer tegelijk volgegoten konden worden. Het probleem bij deze voorlopers van het gieten bleef echter het koelen, het centreren van de pit en het lossen. Een belangrijke vooruitgang waren de gietijzeren frames met ijzeren bakken, waarin tinnen vormen konden worden geplaatst, waaromheen koelwater kon circuleren zodat de kaarsen eerder zouden stollen.
Het lossen van de kaarsen kan gebeuren door het zogenaamde opdrukken, door middel van pistons(zuigers) of door het optrekken met een optrekmachine. Het centreren van de pit, dat eerst nog met de hand gebeurde, waarbij pitten één voor één in een bovenliggende bevestigingsplaat moesten worden vastgezet, werd sterk verbeterd door het invoeren van het “hort”. Dit is een klemraam in de pistons waarin de pitten bevestigd zijn. Zo konden de pitten in iedere vorm gecentreerd en gespannen worden. Het opdrukken van de kaarsen, na het stollen wordt tegenwoordig veelal met motoren gedaan. Deze methode is gangbaar voor de stearinekaarsen. Deze methode levert een mooie, gladde en stevige kaars op. De productie is wel erg omslachtig met vele grote en omvangrijke machines die nodig zijn om een productie van enige omvang te krijgen en het proces is ook erg arbeidsintensief.

Kaarsen gietmachine
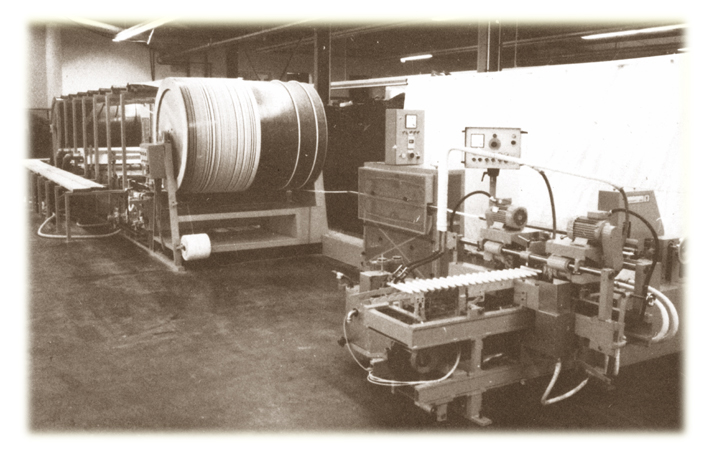
In 1965 zorgde kaarsenmachinebouwer Kürschner voor een spectaculaire doorbraak met de gietkaarsenrondloper. De gietkaarsenrondloper is evenals de trekbank een volcontinu proces. Deze machine zorgde voor een continue en automatische aanvoer van gegoten kaarsen. De kaarsen doorgaan verschillende stations en worden na de stolling in één doorlopend, automatisch proces getransporteerd, gesneden en gefreesd. De kaarsen kunnen eventueel ook nog in een kleurbad gedompeld worden en worden volledig automatisch ingepakt. De machine werkt zonder tussenkomst van mensen.
Deze apparatuur is in eerste instantie dé oplossing voor stearinekaarsen en er komt ook meer en meer belangstelling voor vanwege de hoge kwaliteit van een gegoten kaars, die daardoor nu ook in grote hoeveelheden geproduceerd kan worden. Er zijn echter wel twee nadelen: De machines zijn een erg grote investering en men is gebonden aan één maat kaars door de vaste vormen die in de machine zitten.
Herrhammer creëerde daarom een variant op de rondloper, de zogenaamde langloper. Hierbij kunnen de bakken verwisseld worden en kunnen ook andere vormen worden gebruikt.
Van persen tot extruderen
Het persen van kaarsen is veel nieuwer dan alle overige werkwijzen. Dit werd pas mogelijk na de komst van paraffine en na het toepassen van het idee om vloeibare paraffine te verpoederen. Dit idee is in de jaren dertig bij Bolsius ontstaan. Bovenin een betonnen toren werd hete, vloeibare paraffine verneveld, waarbij van onderaf koude lucht werd ingeblazen. De warmte werd hierdoor afgevoerd en de paraffine kwam in poedervorm op de bodem neer.
Door vervolgens dit poeder in een vorm te persen onder een zodanige druk dat net voldoende warmte ontstaat dat de massa aan elkaar smelt verkreeg men de gewenste kaars. Er werd op dat moment nog niet aan kaarsen gedacht, maar aan devotie- en later aan theelichtjes. Later is het verpoederen van paraffine op vele andere wijzen vervolmaakt: poedertorens, poederkamers en ook veel poedertrommels, die meer dan 1000 kilogram per uur kunnen leveren.
Het idee om poeder te gebruiken voor het persen van dikkere kaarsen, de zogenaamde stomp- of rookkaarsen, is pas aan het eind van de jaren zestig ontstaan. Dikke kaarsen werden voorheen op bescheiden schaal in de zogenaamde strengenpers geëxtrudeerd/geperst. Dit gebeurde met brokken harde was of met was in de vorm van pastilles. Zodra de eerste stompenpersmachines op de markt waren ontstond er en stompkaarsenrage. Bij de grote kaarsen liet de kwaliteit echter te wensen over. De pitten zaten er niet goed in, liepen niet goed naar onderen door en waren dikwijls niet afgestemd op de grote diameters. Het publiek was deze soort al gauw beu vanwege de brandeigenschappen. Tegenwoordig worden er eigenlijk alleen nog de kleine maten, waarvoor veel betere persen met zes of acht stempels beschikbaar zijn verkocht.
Na de oorlog had een Franse ingenieur nog een vernieuwing bedacht voor de kaarsenindustrie. Hij ontwikkelde een extrusiepers voor dunnere kaarsen. Als materiaal werden grote brokken vaste paraffine gebruikt, die voor het extruderen eerst in een ondergrondse shredder vermalen werden. Deze enorme persen konden met twee koppen wel 10.000 kaarsen per uur produceren.
Behalve met al deze moderne apparaten wordt er in menig bedrijf in Nederland, maar ook elders in de wereld nog gewerkt met de oude methoden. Vooral voor minder omvangrijke markten kan men met die methoden nog goed uit de voeten. Zo worden er nog bijenwaskaarsen met de hand gerold en altaar kaarsen van de pit getonkt.
Pitten
Voor elke kaars heb je eigenlijk weer een andere pit nodig om de kwaliteit van de kaars te waarborgen. Met de juiste pit brandt de kaars mooi op, terwijl een verkeerde pit er voor zorgt dat de kaars niet mooi opbrand.
De volgende pitten kan je gebruiken bij kaarsen:
- Rond
- Vierkant
- Plat
- Gevlochten
- Gedraaid
- Garen voor wasdraad
- Pit met loodkern
- Loodkern, looddraad
- Pithouder
- Pit met blik
- Zelfdovende pit
- Kern
- Trekdraad, spandraad
Daarnaast zijn er ook nog verschillende factoren die een grote rol spelen bij het branden van de kaars. Hieronder zal ik de factoren onder elkaar opsommen.
- Kern
- Aantal draden
- Draaddikte
- Treksterkte
- Spoel
- Kluwen
- Preparering
- Vochtigheidsgraad
- Kaarsenmakersknoop
- Pluis
- Kool
- katoendraden